
The key reason for using a Plan 62 steam quench system is to avoid coking. Coking normally occurs when particulates of a hydrocarbon come into contact with air, but if the particulates are in a steam environment, coking does not occur.
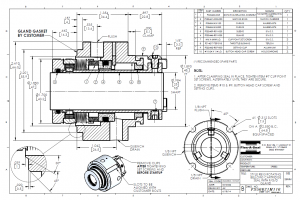
For a quench system, the steam is needed only to fill the atmospheric side of the seal: the cavity in the gland plate that is between the bushing and the seal ID faces. Click on the drawing below to expand: the cavity is on the side of the ID of the seal faces (items #1 and #2) and the bushing (item #8).
Pressure is needed only to fill this cavity and maintain that it is full of steam, a normal recommendation of 2-4 psi. This is only a rule of thumb; if you can fill the seal cavity with steam at a lower pressure (1-2 psi), then the quench will still be successful. You just need to make sure that a “puff” of steam is coming out from the bushing. The puff of steam will tell you when the cavity is full.
Another item to check is that the steam temperature is not higher than the process temperature. If it is, then you should make sure that the steam temperature will not raise the process temperature to a high enough vapor pressure that it will gas off in the stuffing box. Normally this is not an issue, but it should be checked for peace of mind of the end user.