What are Edge Welded Metal Bellows?
In this guide, we dive deeper into the manufacturing and design process of edge welded metal bellows, their advantages over other types of bellows, industries that commonly use welded bellows, the repair process of edge welded bellow assemblies, and other helpful information on these widely popular mechanical sealing solutions.
Index
- What are Edge Welded Metal Bellows?
- What are the Advantages of Edge Welded Metal Bellows?
- How are Edge Welded Metal Bellows Manufactured?
- What are the Available Materials of Construction for Edge Welded Metal Bellows?
- What are the Key Edge Welded Metal Bellow Design Factors?
- What Industries Use Edge Welded Metal Bellows?
- What are Common Applications for Edge Welded Metal Bellows?
- What is a Spring Rate and Why is it Important?
- How is an Edge Welded Metal Bellow Assembly Repaired?
Edge welded metal bellows are mechanical seals with the ability to flex in one or more directions. Welded bellows provide flexible sealing solutions for applications and industries worldwide. With high-level stroke capabilities and more accurate spring rates than formed bellows, edge welded metal bellows are used to solve common challenges such as harsh applications, high heat or pressure situations, and installation issues. Edge welded metal bellows lead the way for versatility and reliability in today’s fluid sealing marketplace.
Understanding the manufacturing process and other critical elements that affect edge welded bellows design is essential when selecting the correct bellows option. The right manufacturer will have the engineering staff and production capabilities to implement the key principles of seal balance, materials selection, operating lengths, and spring rates to meet an application’s requirements.
There are Two Main Classifications of Bellows:
1. Formed
Formed bellows have several subclassifications including cold-formed, hydroformed, and electroformed. Cold- and hydroformed bellows are typically manufactured from either welded (seamed) or seamless tubing and utilize extensive automation for mass production. This process offers some cost benefits over edge-welded bellows assemblies, however formed bellows are limited to materials which can be elongated through either rolling or hydroforming. Formed bellows typically have thicker convolution structure with higher spring rates and larger deviations than edge-welded bellows which impacts precision loading. Electroformed bellows are created by electroplating metal onto an aluminum mandrel. After this process, the aluminum portion is dissolved with chemicals. Historically, the ranges of mechanical strength and operating temperatures are much narrower than edge-welded bellows.
2. Edge Welded
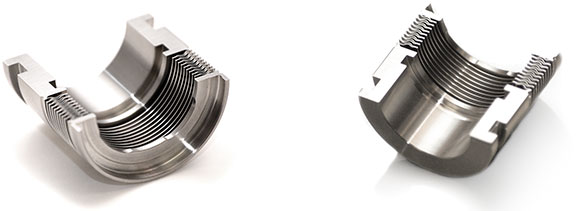
Edge welded metal bellows are formed by microscopically welding the interior diameters of individual, stamped metal diaphragms into two-piece convolutions, then welding a series of those convolutions together on the outer diameters to form a welded bellows core. The bellows core can then be microscopically welded to end fittings corresponding to the final application.
Edge welded metal bellows have advantages over formed bellows and pusher seal designs.
For formed bellows, the process of forcing material into a form can create inconsistent wall thickness on both the OD and ID of the bellows unit, which can present as a point of potential vulnerability or failure. The bellows’ thick, formed walls are inherently rigid and stiff with higher spring rates and larger deviations than edge-welded bellows.
The individual diaphragm thickness of an edge-welded bellows unit is measured in mils (thousandths of an inch). This characteristic allows for dramatically greater flexibility, range of motion, and operating length allowance. Edge-welded bellows seal design accommodates the addition or subtraction of individual convolutions, enabling a precise spring rate. Achieving the correct spring rate lightens the force affecting the faces, generating less heat, leading to longer seal life.
In a pusher seal design, the secondary sealing component – usually an O-ring or a wedge – must move axially to compensate for wear, vibrations, and shaft movements. A bellows rotary eliminates this dynamic secondary sealing component, which means:
- No material build-up on the shaft can “hang up” a dynamic O-ring, causing fretting, shaft damage, and seal failure.
- The flexing action of a bellows rotary is more forgiving of axial movement and vibration.
- A bellows rotary is far less likely to “take a set” from heat or chemical attack.
The manufacturing process of edge welded metal bellows differentiates it from other types of mechanical seals.
The steps of edge welded metal bellows production are similar regardless of the manufacturer. The individual processes conducted within those steps are unique to the manufacturer’s design and in most cases, are proprietary.
In general, the process follows these steps:
- Diaphragm plates (male and female) are stamped from rolls of foil stock.
- These plates are ultrasonically cleaned and dried to remove oils and any other debris before they are sent to welding. This ensures the plates are optimally prepped for the next stage of production.
- A bellows core is a series of convolutions which are created by welding one male diaphragm and one female diaphragm together on the inside diameter (ID). To create a bellows core, this process is repeated for multiple convolutions, and then those convolutions are welded together on the outer diameters (OD). At the point of OD welding, removable spacers and a welding arbor can be used to keep the core’s convolutions stable and uniformly spaced. In the welding room, the most common types of bellows welding are Tungsten Inert Gas (TIG) or Plasma.
- Once the welded unit of convolutions (bellows core) is complete, it is welded to end fittings to complete the final bellows assembly. It is then tested to check for any leakage at the weld points. The test is performed using water or gas, depending on the application specifications. If the final assembly receives an inserted face, the bellows unit is also tested after insertion to ensure a leak-tight seal.
Edge-welded bellows can be produced from a wide range of metallurgies, dependent on the application’s parameters unlike formed bellows which are typically limited to metals with high elongation properties such as brass and bronze or pusher-type seals that contain an O-ring or a PTFE wedge which can “take a set” from heat or chemical attack.
The most common edge-welded materials include:
- AM350 provides high tensile strength and when heat-treated, also yields high hardness.
- Hastelloy® material grades are commonly used in applications where corrosion- and heat-resistance are necessary.
- Inconel® material grades for high -temperature & -pressure environments.
- Titanium material grades for high strength and extremely corrosive applications.
- 347 SS is the choice for cryogenic applications.
- Monel is often used in corrosive environments such as sea/saltwater.
Edge-welded bellows also have the option of increasing their viability through several additional processes.
- Double ply bellows create strength and flexibility without thickness. Double-ply bellows are typically utilized in higher-pressure applications and in services where more start-up torque strength may be necessary.
- Heat treating is conducted after a bellows core has been welded. This process modifies the material’s characteristics to provide higher tensile strength, increased spring rates, and pressure ratings.
In addition to spring rates and materials of construction, there are several other design elements that must be addressed when manufacturing an edge welded bellows assembly.
Additional factors include:
- Diaphragm plate thickness – Welded bellows diaphragm thickness is measured in mils (thousandths of an inch.) The thinner the plates = the lower spring rates = lower face and unit loading, all of which minimize the generated heat at the faces, leading to longer seal life.
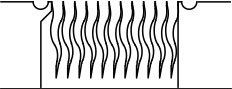
- Diaphragm plate shape – Edge welded bellows convolutions can be manufactured in a variety of configurations. A nesting ripple configuration maximizes flexibility; all the plates are contoured to “nest” together when compressed, maximizing high cycle life.
- Vibration Dampeners – A dampener pad feature is often designed and built into a bellows assembly to help protect the seal from damage caused by excessive pump vibration during operation.
Edge welded bellows assemblies can be found in almost every major industry world-wide. Multiple mechanical operations benefit from the accuracy and adaptability of welded metal bellows. Edge welded metal bellows are also a highly versatile option when industry-specific equipment requires a sealing solution to fit particular operating parameters.
Welded bellows can be found in the following industries:
- Chemical Processing facilities include a wide range of production equipment such as filters, dryers, centrifuges, extractors, reactors, and evaporators.
- Food and Beverage industries also have equipment which utilize bellows sealing options including commercial tanks, agitators, mixers, and blenders.
- Upstream Oil and Gas exploration and drilling including artificial (downhole) lift.
- Mid-stream Oil and Gas processing, storage and transportation including hydrocarbon processing.
- Downstream Oil and Gas including oil refining and distribution.
- Pharmaceutical production includes clean rooms, dryers and distillers, extruders, raw material pumps, and waste water processing.
- Pulp and Paper equipment includes screens, refiners, mixers, pulpers, and agitators as well as mechanical pumps.
From temperature and pressure fluctuations, chemical attack, product viscosity, and emission control bellows are first in line for effective fluid sealing. The edge welded bellows design is the superior sealing choice when uniform loading and consistent operation is critical.

Applications which benefit from edge welded bellows sealing:
- Cryogenic liquid transportation and storage.
- Heat transfer fluids and high temperature media as found in oil and gas refining operations.
- Product purity and FDA compliance in food and beverage production extending from raw material processes to final packaging.
- Emission control for gases such as hexane and sulfur dioxide discharged during various industrial applications.
- Caustic and corrosive products like chlorine dioxide used in the paper bleaching process and sodium hydroxide in hydrocarbon streams.
- Products with high concentrations of abrasives such as boiler feed water, industrial wastewater, various paper pulp liquor processes.
Spring rate is the measurement of the amount of force needed to compress a spring or bellows by one inch along its centerline. It is provided in lbf/in.
Bellows with high spring rates exhibit more closing force, generating excessive heat at the sealing faces and negatively impacting the lubricating film between those faces. Typically seals operating in high-temperature and poor-lubricating environments are less capable of accommodating shaft movement, impeller adjustments, and gradual wearing of the sealing faces – all of which can lead to premature seal failure. This is why it is very important to ensure the correct spring loads are applied when the seal is set at the correct operating length.
The lower (or lighter) the spring rate, the more flexibility in the bellows. A lower spring rate also creates less load on the seal faces, minimizing face wear which can lengthen the seal’s operating life. Spring rate is affected by the bellows geometry as well as the materials of construction and can be adjusted by the addition or subtraction of bellows convolutions in an edge-welded bellows design. Formed bellows tend to have higher spring rates and are hence less forgiving to axial seal setting, shaft movement, etc.
It is possible to repair a rotary bellows assembly. If a pressure test reveals leakage around the seal face, the insert should be de-inserted and the retainer checked for chemical attack or other damage. If the retainer is within the necessary tolerances, a new face can be reinserted and the assembly should be pressure tested. Other wear parts such as the O-ring and hardware should also be replaced at the time of the repair.
If the bellows rotary shows visible damage to either the bellows core or end fittings, or a pressure test reveals leaks in the assembly itself, a new bellows assembly must be supplied.
In either option, all bellows assemblies should be pressure-tested to ensure structural integrity and lapped to the required flatness before leaving the repair facility.